



1.2709 ESR - W SKRÓCIE
Jakim rodzajem stali jest 1.2709 ESR?
Stal narzędziowa 1.2709 ESU to wysokostopowa stal narzędziowa typu maraging o wysokiej udarności, niskim poziomie odkształceń oraz wysokiej twardości i wytrzymałości. Stal 1.2709 ESR może być łatwo obrabiana w stanie wyżarzonym i utwardzonym. Jako stal ESR (proces przetapiania elektrożużlowego), 1.2709 ESR ma jednorodną i czystszą mikrostrukturę. Charakteryzuje się wysoką granicą plastyczności i wysoką wytrzymałością na rozciąganie, dzięki czemu nadaje się do stosowania w wielu różnych gałęziach przemysłu.
Właściwości
Dzięki swoim pozytywnym właściwościom, wysokostopowa stal 1.2709 ESR może być wykorzystywana w wielu różnych sektorach przemysłu. Połączenie twardości, odporności na zużycie i ciągliwości zapewnia temu gatunkowi stali dobrą wydajność i żywotność, co jest szczególnie wymagane w przemyśle motoryzacyjnym i lotniczym, ale także w produkcji form. W tych branżach obrabiane przedmioty i narzędzia muszą być w stanie wytrzymać duże obciążenia.
- Stal narzędziowa
- Utwardzacz wydzieleniowy
- Wysoka wytrzymałość
- Bardzo dobra ciągliwość
- Wysoka granica plastyczności
- Wysoka wytrzymałość na rozciąganie
- Niska zmiana wymiarów
- Niskie odkształcenia
Możliwości zastosowania
Stal narzędziowa 1.2709 ESR jest używana w wielu różnych gałęziach przemysłu do różnych zastosowań. Oto kilka przykładów zastosowania stali 1.2709 ESR.
W produkcji form wtryskowych jest ona wykorzystywana do produkcji części formowanych wtryskowo. W przemyśle motoryzacyjnym i lotniczym materiał ten jest wykorzystywany do formowania blachy lub cięcia innych materiałów. Ze względu na wysoką odporność na zużycie, jest on powszechnie stosowany w inżynierii mechanicznej do produkcji narzędzi. Ze względu na wysoką odporność na zużycie, wytrzymałość i skrawalność, można produkować narzędzia, które mogą wytrzymać duże obciążenia, złamania i pęknięcia, co może wydłużyć żywotność narzędzi.
- Stemple do tłoczenia
- Stemple do tłoczenia na zimno
- Stemple do cięcia kół zębatych
- Narzędzia do tłoczenia na zimno
- Narzędzia do wytłaczania
- Matryce do tłoczenia
- Matryce do tłoczenia na gorąco
- Narzędzia do tłoczenia na gorąco
- Uchwyty narzędzi
- Wykrojniki
- Formy odlewnicze (do metali lekkich)
- Formy do tworzyw sztucznych
- Wzmocnienia
- Obróbka metali lekkich
- Ostrza nożyc
- Ustniki
- Króćce rozdzielacza
- rdzenie
- suwaki
1.2709 ESR Wartości orientacyjne
Analiza chemiczna:
| C | Si | Mn | P | S | Cr | Mo | Ni | Ti | Co |
|---|---|---|---|---|---|---|---|---|---|
| 0,0 - 0,03 | 0,0 - 0,1 | 0,0 - 0,15 | 0,0 - 0,01 | 0,0 - 0,01 | 0,0 - 0,25 | 4,5 - 5,2 | 17,0 - 19,0 | 0,8 - 1,2 | 8,5 - 10,0 |
Nazwa wg składu chemicznego:
X3NiCoMoTi18-9-5
Twardość robocza:
51-56 HRC
Dostarczalna twardość:
max. 325 HB
1.2709 ESR WŁAŚCIWOŚCI FIZYCZNE
Do jakiej grupy stali należy 1.2709 ESR?
- Stal narzędziowa
- Stal do form plastikowych
- Stal do obróbki na zimno
- Stal do obróbki na gorąco
- Stal Maragin
Dlaczego materiał ESR?
Przetapianie elektroslagowe lub ESR, znane również jako przetapianie elektrolityczne, to proces, w którym stal jest przetapiana i przepływa przez żużel, który usuwa z niej zanieczyszczenia i domieszki. W rezultacie otrzymuje się stal o wyższym stopniu czystości i drobniejszej, jednorodnej strukturze.
Zmniejszenie ilości zanieczyszczeń w stali zapewnia jej większą integralność, ponieważ ma ona mniej słabych punktów. Stal ESR może wykazywać lepsze właściwości mechaniczne, takie jak wyższa wytrzymałość na rozciąganie, granica plastyczności, wytrzymałość, odporność na zużycie, lepsza jakość powierzchni i dłuższa żywotność narzędzi.
Czy stal 1.2709 ESR jest stalą szlachetną?
Nie, stal narzędziowa 1.2709 ESR nie jest stalą szlachetną w klasycznym rozumieniu. Aby zostać sklasyfikowaną jako stal szlachetną, stal musi zawierać co najmniej 10,5% chromu. Stal 1.2709 ESR zawiera do 0,25% chromu.
Czy stal 1.2709 ESR jest odporna na korozję?
Stal narzędziowa 1.2709 ESR otrzymuje ocenę 3 za odporność na korozję w skali, w której 1 oznacza niską, a 6 wysoką odporność.
Czy stal 1.2709 ESR magnetyzowalna?
Tak, stal 1.2709 ESR jako stal martenzytyczna może być namagnesowana, a szlifowanie, frezowanie i erodowanie można wykonywać na przykład na maszynach z przyczepnością magnetyczną.
1.2709 ESR Odporność na zużycie
Stal narzędziowa 1.2709 ESR otrzymuje 4 punkty za odporność na zużycie w skali, w której 1 oznacza niską, a 6 wysoką odporność.
1.2709 ESR WŁAŚCIWOŚCI TECHNICZNE
Czy 1.2709 ESR jest stalą nożową?
Stal 1.2709 ESR ma dobre właściwości, które sprawiają, że nadaje się do produkcji noży. Charakteryzuje się wysoką twardością, wytrzymałością i odpornością na zużycie. Są to właściwości niezbędne do zapewnienia trwałości cięcia, możliwości ponownego ostrzenia i odporności na pękanie noża.
Mimo że ten gatunek stali wykazuje pewną odporność na korozję, warto poddać powierzchnię obróbce i regularnie czyścić nóż, aby zapobiec rdzewieniu i zapewnić dłuższą żywotność.
1.2709 ESR Twardość robocza
Twardość robocza materiału 1.2709 ESR wynosi 51-56 HRC.
Gęstość stali 1.2709 ESR
Typowa gęstość stali narzędziowej 1.2709 ESR wynosi 8,1 g/cm3 w temperaturze pokojowej.
1.2709 ESR Wytrzymałość na rozciąganie
Wytrzymałość na rozciąganie dla 1.2709 ESR wynosi około 1100 N/mm2. Wartość ta jest wynikiem próby rozciągania, która pokazuje, ile siły jest potrzebne, aby materiał zaczął się rozciągać lub odkształcać, zanim ulegnie złamaniu.
1.2709 ESR Skrawalność
Stal narzędziowa 1.2709 ESR otrzymuje ocenę 4 za skrawalność w skali, w której 1 oznacza niską, a 6 wysoką skrawalność.
1.2709 ESR Przewodność cieplna
Przewodność cieplna dla 1.2709 ESR wynosi 18,4 W/(m*K) w temperaturze 23°C.
Przewodność cieplna
Wartość
Przy temperaturze
18,4
23 °C
20,4
150 °C
22,7
300 °C
23,2
350 °C
23,5
400 °C
24,0
500 °C
1.2709 ESR Współczynnik rozszerzalności cieplnej
Poniższa tabela przedstawia rozszerzalność lub kurczliwość w różnych temperaturach, co może mieć duże znaczenie podczas pracy w wysokich temperaturach lub przy dużych wahaniach temperatury.
Średni współczynnik rozszerzalności cieplnej
10-6m/(m*K)
Przy temperaturze
10,1
20 – 100 °C
10,5
20 – 200 °C
10,9
20 – 300 °C
11,1
20 – 350 °C
11,3
20 – 400 °C
11,5
20 – 450 °C
11,8
20 – 500 °C
1.2709 ESU Ciepło właściwe
Ciepło właściwe 1.2709 ESU w temperaturze pokojowej wynosi 0,42 J/g • K. Wartość ta określa, ile ciepła potrzeba, aby podgrzać określoną ilość materiału o 1 kelwin.
1.2709 ESR Opór właściwy
Opór właściwy można znaleźć w poniższej tabeli. Przewodność elektryczna jest wartością odwrotną do oporu właściwego.
Opór elektryczny właściwy
Wartość (Ohm*mm²)/m
Przy temperaturze
0,42
20 °C
PRZEWAGA!

1.2709 ESR PROCES
1.2709 ESR Obróbka cieplna
Podczas obróbki cieplnej określa się właściwości materiału. Dlatego też należy ją zawsze przeprowadzać z zachowaniem ostrożności. Określa się takie właściwości, jak wytrzymałość, odporność na pękanie, twardość powierzchniowa i odporność na temperaturę, które z kolei mogą wydłużyć/poprawić żywotność elementów konstrukcyjnych, narzędzi i komponentów.
Obróbka cieplna obejmuje wyżarzanie rozpuszczające, wyżarzanie miękkie, normalizowanie i wyżarzanie odprężające, ale także odpuszczanie, hartowanie i hartowanie lub odpuszczanie.
1.2709 ESR Wyżarzanie
W celu przeprowadzenia wyżarzania miękkiego materiał 1.2709 ESR jest równomiernie podgrzewany do temperatury 850–1100°C. Następnie materiał jest schładzany w piecu.
1.2709 ESR Wyżarzanie rozpuszczające
Aby po kucie lub spawaniu przywrócić jednorodną strukturę, materiał 1.2709 ESR podgrzewa się do temperatury 800°C i utrzymuje w tej temperaturze przez około godzinę. Następnie materiał schładza się na powietrzu lub w strumieniu gazu.
Wyżarzanie rozpuszczające stosuje się również przed wycofaniem z magazynu.
1.2709 ESR Wyżarzanie
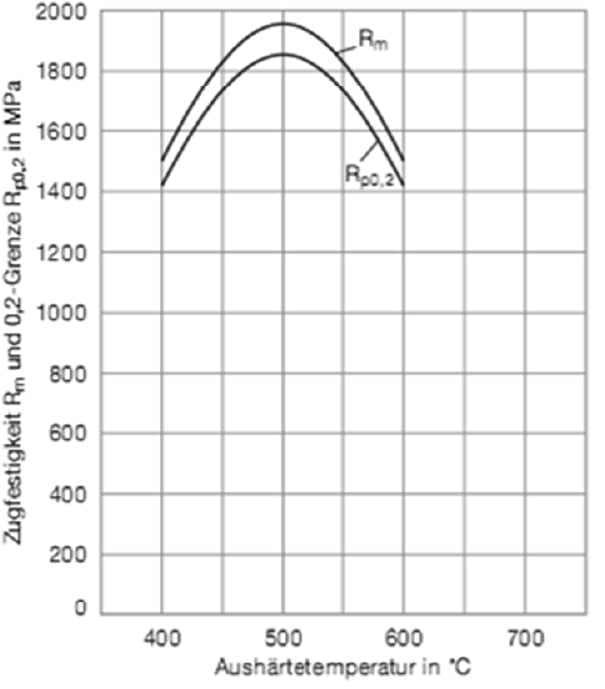
W celu zwiększenia wytrzymałości materiał 1.2709 ESR można poddać procesowi wyżarzania, znanemu również jako utwardzanie.
Aby uzyskać wytrzymałość 1720–1870 N/mm2, materiał jest równomiernie podgrzewany do temperatury 430°C i utrzymywany w tej temperaturze przez 3 godziny, a następnie schładzany na powietrzu.
Aby uzyskać wytrzymałość wynoszącą 1860–2260 N/mm2, materiał jest równomiernie podgrzewany do temperatury 480°C, utrzymywany w tej temperaturze przez 3 godziny, a następnie schładzany na powietrzu.
1.2709 ESR Hartowanie
1.2709 ESR jest równomiernie podgrzewany do temperatury około 490°C i hartowany na powietrzu.
1.2709 ESR Odpuszczania
- Powietrze
1.2709 ESR OBRÓBKA POWIERZCHNIOWA
1.2709 ESR Azotowanie
W procesie tym azot dyfunduje w głąb powierzchni materiału. Powstała w ten sposób warstwa azotowana zwiększa twardość powierzchni, odporność na zużycie i poprawia odporność na korozję.
1.2709 Azotowanie plazmowe ESR
W procesie azotowania plazmowego azot dyfunduje do powierzchni za pomocą gazu plazmowego. Dzięki bardziej równomiernemu wyładowaniu jarzeniowemu uzyskuje się stałą twardość nawet w przypadku elementów o złożonej budowie.
1.2709 ESR Twarde chromowanie
W celu poprawy odporności na zużycie lub korozję powierzchnię materiału 1.2709 można pokryć warstwą twardego chromu.
1.2709 Procesy ESR PVD i CVD
Procesy te polegają na nałożeniu cienkiej warstwy na materiał. Warstwa ta zapewnia materiałowi lepszą twardość powierzchniową, odporność na zużycie i smarowanie.
- PVD – fizyczne osadzanie z fazy gazowej
- CVD – chemiczne osadzanie z fazy gazowej
1.2709 ESR OBRÓBKA
1.2709 ESR Naddatek obróbki / zmiany wymiarów
Zmiany wymiarów materiału 1.2709 ESR mogą objawiać się podczas obróbki cieplnej jako odkształcenia lub zmiany wymiarów spowodowane naprężeniami wewnętrznymi. Podczas chłodzenia należy zadbać o równomierne schładzanie materiału, ponieważ w przeciwnym razie może on ulec odkształceniu. Aby uniknąć zmian wymiarów, należy przeprowadzić precyzyjną obróbkę cieplną i obróbkę skrawaniem, a także zredukować naprężenia.
Kucie 1.2709 ESR
W celu wykucia 1.2709 ESR materiał jest równomiernie podgrzewany do temperatury 850–1100°C. Po kuciu materiał jest schładzany w piecu.















