
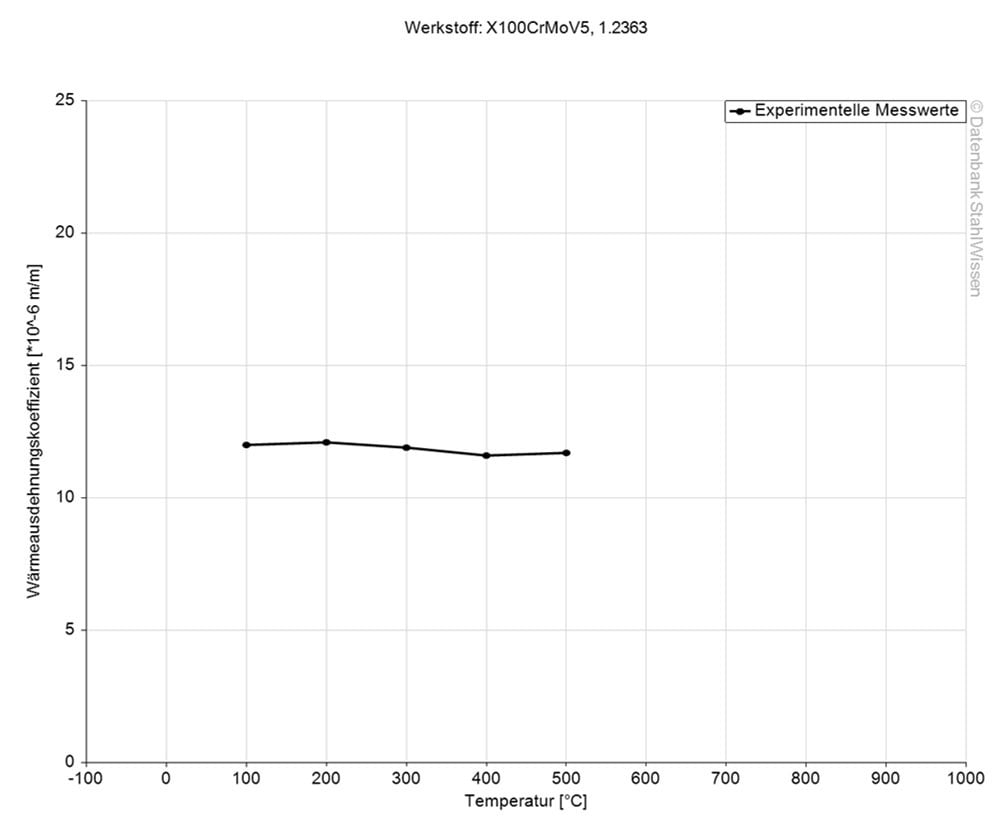
Współczynnik rozszerzalności cieplnej (1.2363)

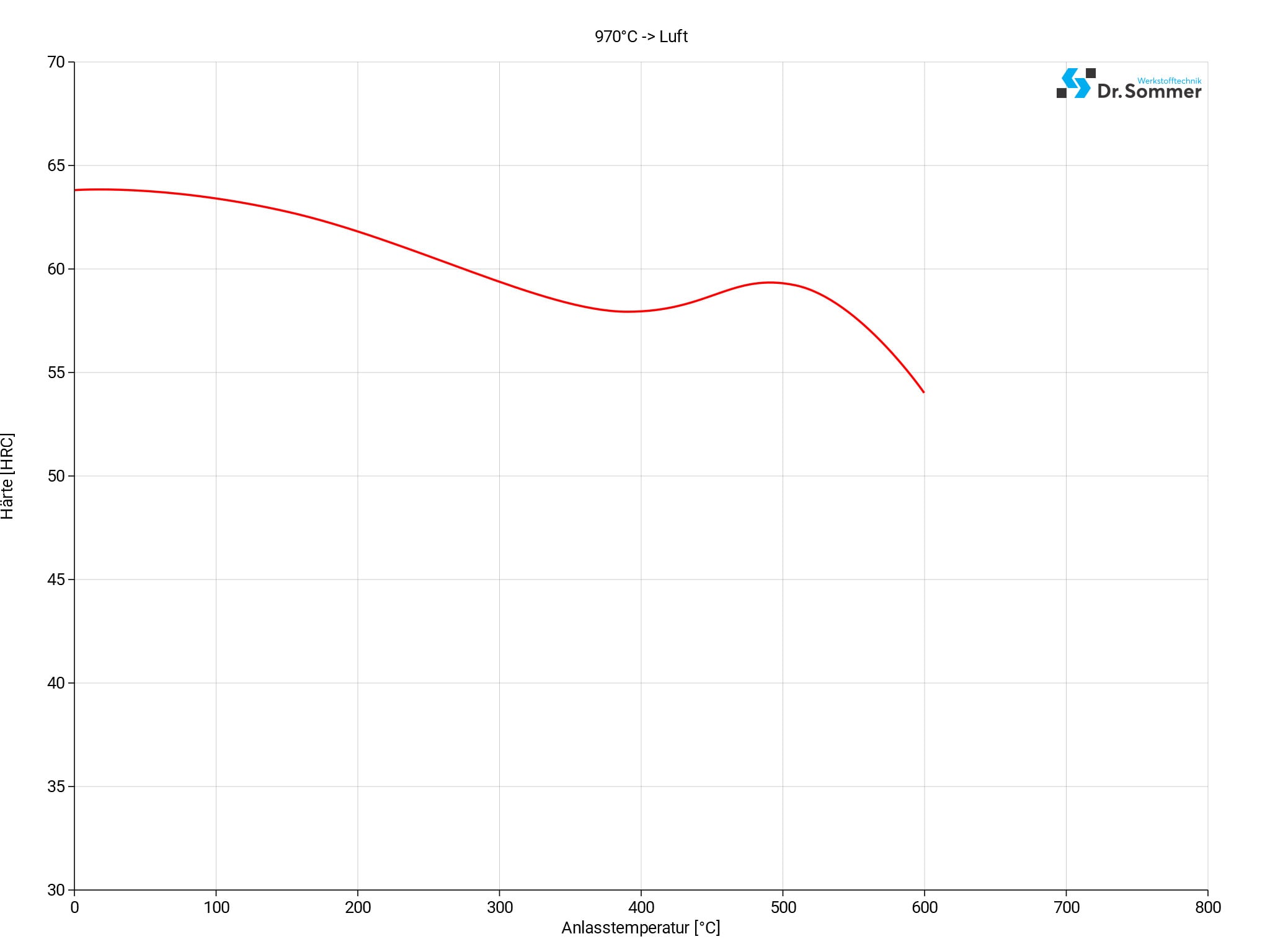
Odpuszczanie 1.2363
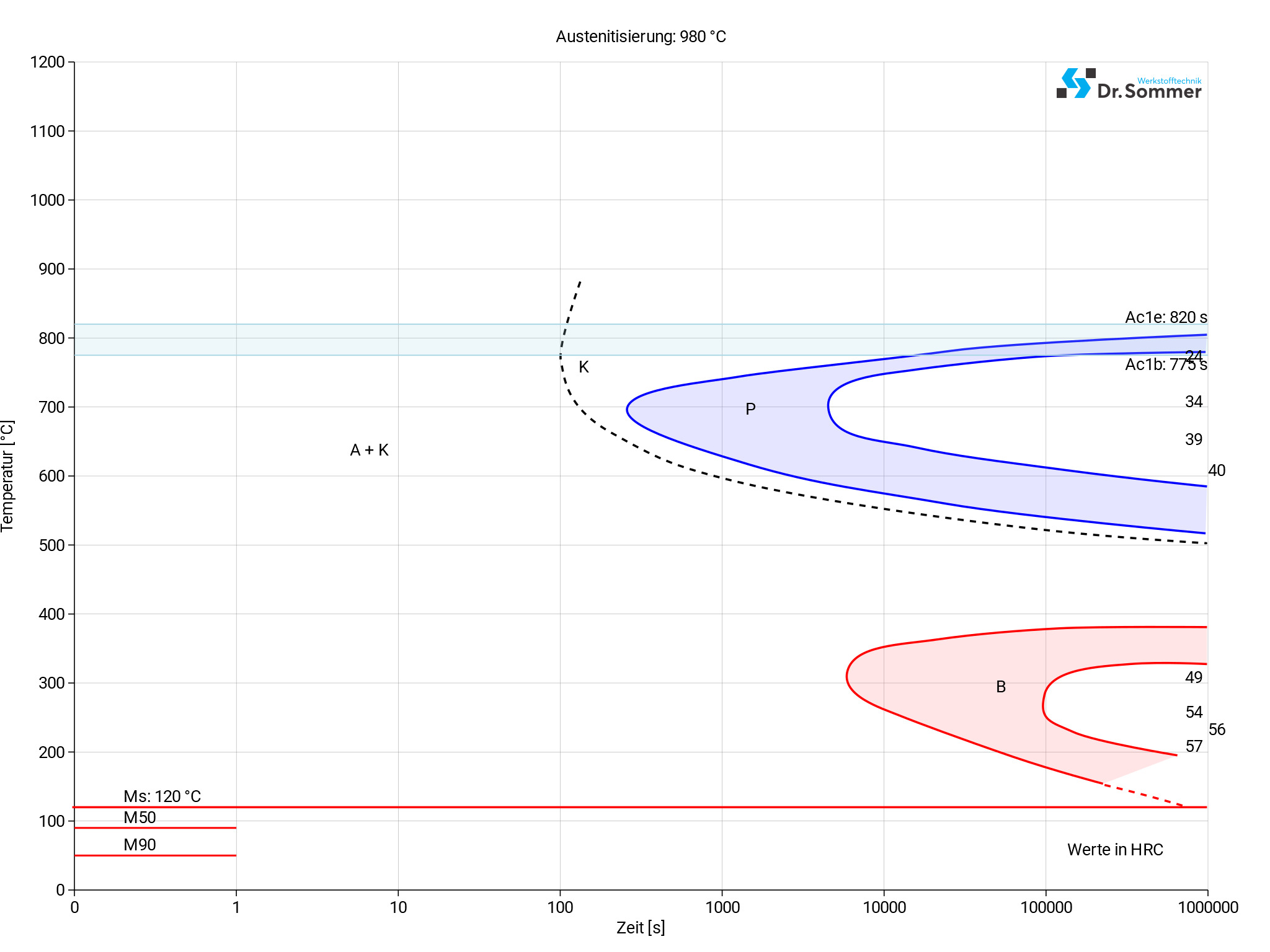
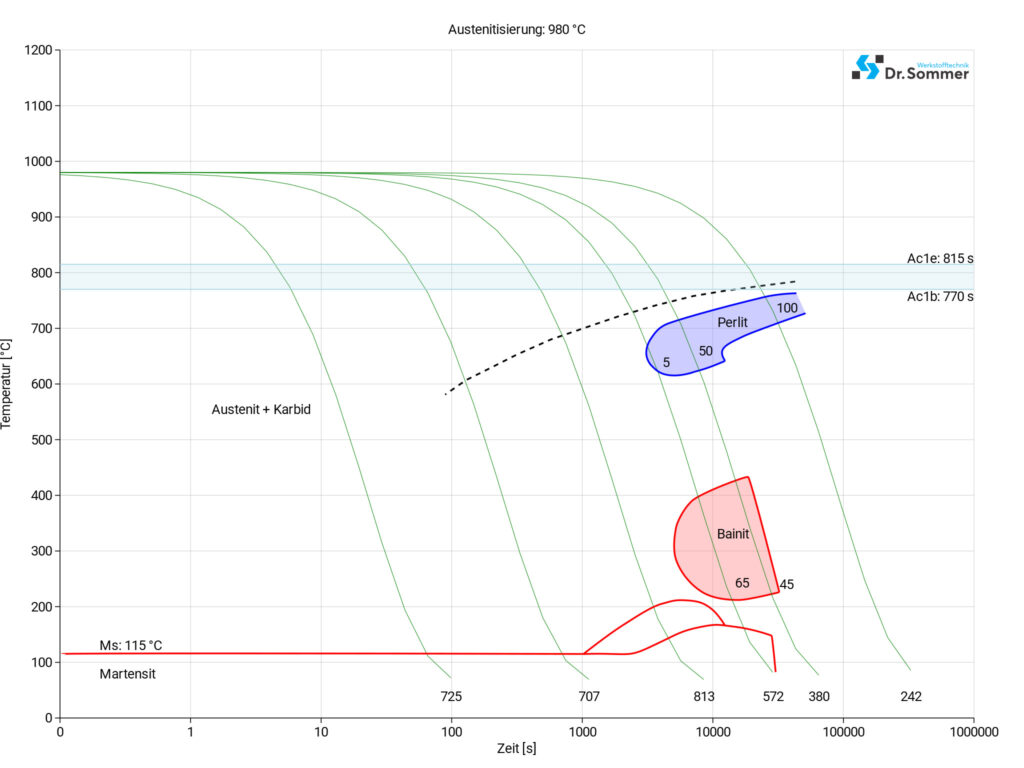
1.2363 Ciągły wykres TTT
1.2363 Izotermiczny diagram TTT