



1.2990 mod. - W SKRÓCIE
Jakim rodzajem stali jest 1.2990 mod.
Stal narzędziowa 1.2990 mod. ma drobniejsze i bardziej równomiernie rozłożone węgliki w porównaniu ze stalami o zawartości 12% Cr i konwencjonalnymi stalami o zawartości 8% Cr. Bardziej jednorodna struktura poprawia skrawalność i wytrzymałość. Ze względu na niższą zawartość węgla i chromu, stal ledeburytyczna 1.2990 mod. jest łatwa w obróbce, niskie koszty narzędzi, mniej odprysków krawędzi, dobrą niezawodność produkcji i dobrą trwałość narzędzia.
Właściwości
Stal narzędziowa 1.2990 mod. wyróżnia się na tle innych stali narzędziowych dzięki unikalnemu połączeniu ciągliwości, odporności na zużycie i wytrzymałości. Osiąga wysoką twardość bez utraty ciągliwości. Te właściwości sprawiają, że jest to niezawodny wybór do wielu zastosowań, w których wymagana jest wysoka wydajność, wszechstronność i trwałość.
- Wysoka ciągliwość
- Doskonała wytrzymałość na ściskanie
- Doskonała odporność na zużycie adhezyjne
- Wtórne hartowanie stali
- Niska zmiana wymiarów
- Odporność na erozję
- Bardzo dobra azotowalność
Możliwości zastosowania
Stal 1.2990 mod. jest wykorzystywana w wielu różnych branżach dzięki swojej unikalnej kombinacji właściwości. Poniżej znajduje się kilka przykładów zastosowań stali 1.2990 mod.
- Narzędzia tnące
- Narzędzia wykrawające
- Narzędzia do wykrawania
- Matryce
- Stemple
- Narzędzia do walcowania gwintów
- Narzędzia do formowania na zimno
- Narzędzia do głębokiego tłoczenia
- Narzędzia do obróbki drewna
- Narzędzia do wytłaczania
- Narzędzia do gięcia
- Noże maszynowe
- Noże krążkowe
- Części maszyn
1.2990 Wartości orientacyjne
Analiza chemiczna (+ dodatki):
| C | Cr | Mo | V |
|---|---|---|---|
| 1,0 - 1,0 | 8,0 - 8,0 | 1,8 - 2,7 | 0,15 - 0,5 |
Nazwa wg składu chemicznego:
~X100CrMoV8-2
Twardość robocza:
57-63 HRC
Stan dostawy:
max. 250 HB
1.2990 mod. WŁAŚCIWOŚCI FIZYCZNE MATERIAŁU
Do której grupy stali należy stal 1.2990 mod.?
- Stal narzędziowa
- Stal do form do tworzyw sztucznych
- Stal do pracy na zimno
Czy stal 1.2990 mod. jest stalą szlachetną?
Aby stal mogła zostać sklasyfikowana jako stal szlachetna, wymagana jest zawartość chromu co najmniej 10,5% masy. Stal 1.2990 mod. ma zawartość chromu wynoszącą 8% masy i dlatego nie może być klasyfikowana jako stal szlachetna.
Czy stal 1.2990 mod. jest odporna na korozję?
Stal narzędziowa 1.2990 mod. wykazuje pewną odporność na korozję. Jednak aby mogła zostać sklasyfikowana jako stal odporna na korozję, musi mieć zawartość chromu co najmniej 10,5%. Stal 1.2990 mod. zawiera tylko 8% chromu i dlatego nie może być klasyfikowana jako stal nierdzewna.
Czy stal 1.2990 mod. jest magnesowalna?
Jako metal żelazny, stal 1.2990 mod. może być namagnesowana. Szlifowanie, frezowanie i obróbka elektroerozyjna (EDM) mogą być wykonywane na przykład na maszynach z adhezją magnetyczną.
Odporność na zużycie stali 1.2990 mod.
W skali, gdzie 1 oznacza niską wartość, a 6 wysoką, stal narzędziowa 1.2990 mod. otrzymuje ocenę 6 za odporność na zużycie.
1.2990 mod. WŁAŚCIWOŚCI TECHNICZNE
Czy 1.2990 mod. to stal nożowa?
Ze względu na wysoką twardość, 1.2990 mod. zapewnia doskonałe utrzymanie ostrości i odporność na zużycie. Z drugiej strony, jej twardość utrudnia szlifowanie i ostrzenie. Zapewnia dobrą wytrzymałość, co zmniejsza ryzyko odpryskiwania lub pękania. Chociaż wykazuje pewną odporność na korozję, wymaga regularnej konserwacji w celu ochrony materiału w środowiskach korozyjnych. Regularne czyszczenie i oliwienie może być pomocne w utrzymaniu 1.2990 mod.
Twardość robocza 1.2990 mod.
Twardość robocza stali narzędziowej 1.2990 mod. wynosi 57–63 HRC.
Gęstość stali 1.2990 mod.
Typowa gęstość stali narzędziowej 1.2990 mod. wynosi 7,68 g/cm³ w temperaturze pokojowej.
Wytrzymałość na rozciąganie 1.2990 mod.
Wytrzymałość na rozciąganie stali narzędziowej 1.2990 mod. wynosi około 850 N/mm². Wartość ta jest wynikiem próby rozciągania, która wskazuje, jaka siła jest potrzebna, aby materiał zaczął się rozciągać lub odkształcać, albo zanim pęknie.
Skrawalność 1.2990 mod.
W skali, gdzie 1 oznacza niską, a 6 wysoką wartość, stal 1.2990 mod. otrzymuje ocenę 3 za skrawalność.
Przewodność cieplna 1.2990 mod.
Poniższa tabela przedstawia przewodność cieplną stali narzędziowej 1.2990 mod. w różnych temperaturach.
Tabela przewodności cieplnej
Wartość
Przy temperaturze
24,0
20 °C
25,9
100 °C
26,8
150 °C
27,1
200 °C
27,4
300 °C
27,2
400 °C
26,8
500 °C
1.2990 mod. współczynnik rozszerzalności cieplnej
Poniższa tabela przedstawia rozszerzalność i kurczliwość w różnych temperaturach, co może być bardzo istotne w przypadku pracy w wysokich temperaturach lub przy dużych wahaniach temperatury.
Średni współczynnik rozszerzalności cieplnej
10-6m/(m*K)
Przy temperaturze
11,4
20 – 100 °C
11,6
20 – 150 °C
11,7
20 – 200 °C
12,0
20 – 300 °C
12,3
20 – 400 °C
12,4
20 – 450°C
12,6
20 – 500 °C
1.2990 mod. Opór elektryczny właściwy
Opór elektryczny właściwy można znaleźć w poniższej tabeli. Przewodność elektryczna jest równoważna oporowi elektrycznemu właściwemu.
Opór elektryczny właściwy
Wartość (Ohm*mm²)/m
Przy temperaturze
0,64
20 °C
PASJA I STAL!
1.2990 mod. PROCES
1.2990 mod. Obróbka cieplna
Obróbka cieplna decyduje o właściwościach materiału. Dlatego zawsze należy ją przeprowadzać ostrożnie. Określane są takie właściwości, jak wytrzymałość, udarność, twardość powierzchni i odporność na temperaturę, co z kolei może wydłużyć/poprawić żywotność części, narzędzi i komponentów.
Obróbka cieplna obejmuje wyżarzanie rozpuszczające, wyżarzanie zmiękczające, normalizowanie, wyżarzanie odprężające, a także odpuszczanie, hartowanie i hartowanie lub obróbkę cieplną.
Stal narzędziowa 1.2990 mod. jest zazwyczaj hartowana w powietrzu w piecu próżniowym, ale może być również hartowana w piecu gazowym lub elektrycznym, z kontrolowaną atmosferą lub bez. W takich przypadkach przedmiot obrabiany jest owijany folią ze stali nierdzewnej lub zanurzany w wysokotemperaturowej kąpieli solnej w celu hartowania.
1.2990 mod. Wyżarzanie
Równomiernie nagrzać materiał do temperatury 800–850°C i utrzymywać go w tej temperaturze przez 2 godziny. Następnie powoli schłodzić piec do temperatury poniżej 500°C. Następnie wyjąć przedmiot obrabiany z pieca i pozwolić mu ostygnąć do temperatury otoczenia w nieruchomym otoczeniu.
1.2990 mod. Wyżarzanie odprężające
Aby odprężyć, należy równomiernie nagrzać przedmiot obrabiany do temperatury 650°C, a następnie wygrzać go w neutralnym środowisku przez 1–2 godziny. Następnie należy pozwolić mu powoli ostygnąć w piecu.
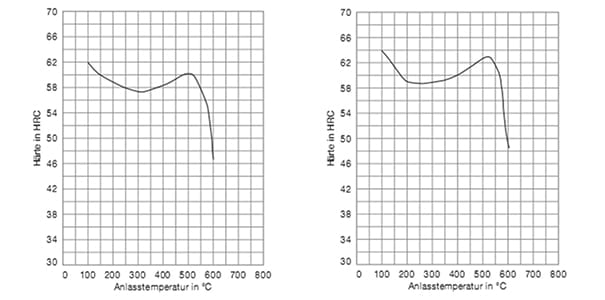
1.2990 mod. Odpuszczanie
Odpuszczać modyfikowaną stal narzędziową 1.2990 dwukrotnie po obróbce cieplnej, pozwalając jej ostygnąć do temperatury pokojowej pomiędzy kolejnymi cyklami odpuszczania. Jeśli przewiduje się odkształcenia spowodowane obróbką skrawaniem, obróbką powierzchniową lub elektroerozją, można dodać trzeci cykl odpuszczania w temperaturze 400°C po wstępnej obróbce cieplnej. Trzeci cykl odpuszczania nie jest wymagany, jeśli elementy obrabiane były hartowane w kąpieli solnej.
1.2990 mod. Obróbka na zimno
Obróbka stali 1.2990 mod. w temperaturze -185°C pomiędzy pierwszym a drugim procesem odpuszczania może pozytywnie wpłynąć na wytrzymałość przedmiotu obrabianego.
Uwaga: Odpuszczanie powinno zawsze następować po obróbce w temperaturze poniżej zera.
1.2990 mod. Hartowanie
Nagrzać materiał równomiernie do temperatury 1040–1060°C i wygrzewać przez 15–30 minut. Utwardzanie można przeprowadzić na przykład w kąpieli solnej, sprężonym powietrzu, powietrzu lub piecu próżniowym.
1.2990 mod. Hartowanie w powietrzu
Nagrzać materiał równomiernie do temperatury 800°C, a następnie zwiększyć temperaturę do 1030°C. Elementy o średnicy poniżej 25 mm można wygrzewać w tej temperaturze do jednej godziny. Elementy o średnicy do 100 mm – 25–30 minut na każde 25 mm. W przypadku elementów o grubości przekroju powyżej 100 mm czas wygrzewania powinien wynosić 10–25 minut na każde 25 mm grubości. Następnie schłodzić gazem obojętnym, na przykład azotem, a następnie szybko schłodzić pod ciśnieniem 2 barów lub metodą równoważną.
1.2990 mod. Hartowanie w kąpieli solnej
Nagrzać równomiernie przedmiot obrabiany do 850°C, a następnie zanurzyć go w kąpieli z roztopionej soli o temperaturze 1030°C na co najmniej 5 minut. Zahartować solą i schłodzić do temperatury 45–65°C w nieruchomym powietrzu przed odpuszczaniem.
Studzenie 1.2990 mod.
Stal narzędziową 1.2990 mod. można studzić w następujący sposób:
- Powietrze
- Olej
- Kąpiel gorąca (500–550°C)
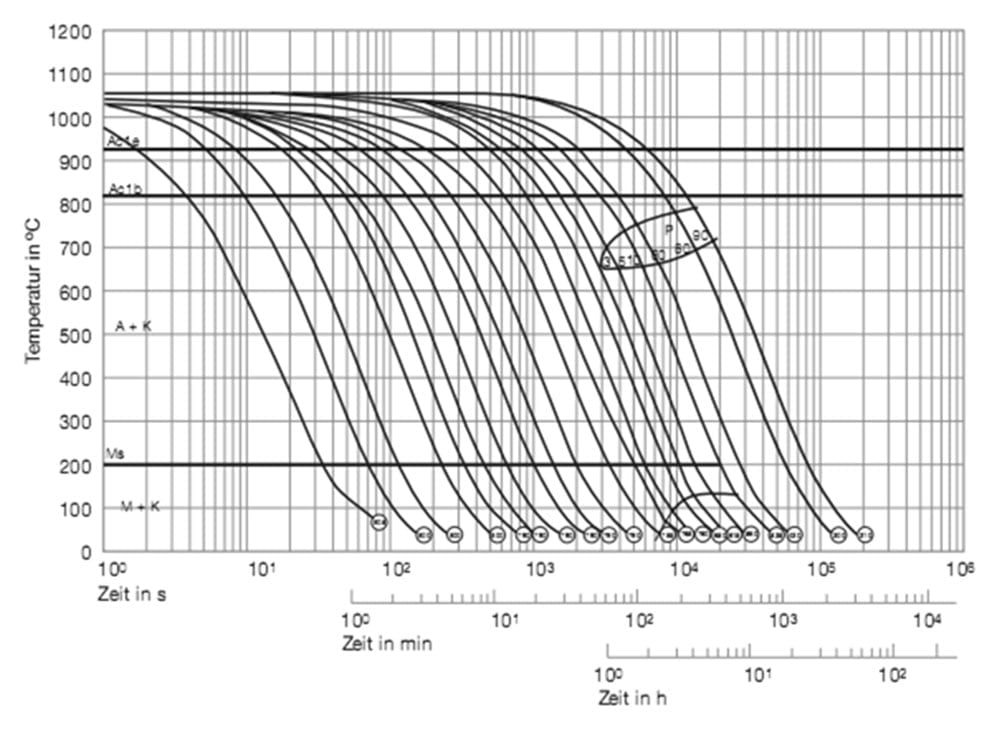
1.2990 mod. Ciągły wykres TTT
Ten wykres przedstawia mikrozmiany w czasie w różnych temperaturach. Są one istotne w obróbce cieplnej, ponieważ dostarczają informacji o optymalnych warunkach dla procesów takich jak hartowanie, wyżarzanie i normalizowanie.
1.2990 mod. OBRÓBKA POWIERZCHNI
1.2990 mod. Azotowanie
Azotowanie nadaje powierzchni tego materiału twardą warstwę o doskonałej odporności na zużycie i ścieranie. Grubość warstwy należy starannie dobrać, aby spełnić wymagania planowanego zastosowania.
1.2990 mod. Powłoka PVD
(Physical Vapor Deposition)
(Physical Vapor Deposition)
Powłoka PVD (Physical Vapor Deposition) to proces, w którym na materiał/przedmiot obrabiany nakładana jest cienka, odporna na zużycie powłoka w temperaturach od 200 do 500°C.
- PVD – Physical Vapor Deposition
1.2990 mod. CVD
(chemiczne osadzanie z fazy gazowej)
(chemiczne osadzanie z fazy gazowej)
Powłoka CVD to proces, w którym lotny materiał wyjściowy jest wtryskiwany do komory (zwykle w warunkach próżni). Podgrzanie komory do temperatury reakcji powoduje reakcję lub rozkład materiału wyjściowego i jego wiązanie z powierzchnią materiału.
- CVD (chemiczne osadzanie z fazy gazowej)
1.2990 mod. Termodyfuzja
Podczas termodyfuzji (TD) cynk dyfunduje do stali i tworzy na jej powierzchni warstwę antykorozyjną.
1.2990 mod. OBRÓBKA
1.2990 mod. Erodowanie
Ponieważ jest to proces bezkontaktowy, usuwanie lub kształtowanie materiału o twardości 1.2990 mod. metodą EDM pozwala uniknąć odkształceń i naprężeń, które mogą wystąpić podczas obróbki konwencjonalnej. Elementy o wysokiej precyzji można wytwarzać przy użyciu zoptymalizowanych parametrów, odpowiednich elektrod, ustawień i narzędzi. Materiał ten charakteryzuje się już wysoką twardością powierzchniową, dlatego należy zachować ostrożność, aby zapobiec pęknięciom powierzchni.
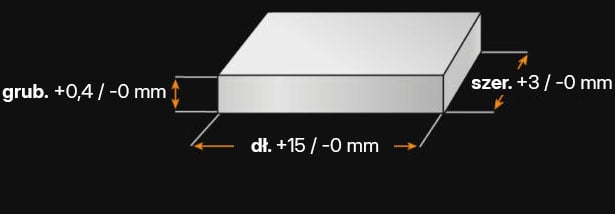
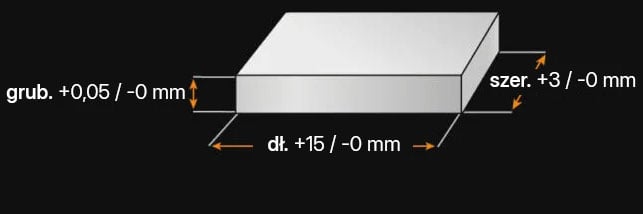
1.2990 mod. Naddatek na obróbkę / Zmiany wymiarów
Jak wszystkie metale, 1.2990 mod. rozszerza się po podgrzaniu i kurczy po schłodzeniu. Kontrolowane nagrzewanie podczas hartowania i odpuszczania, a także podczas chłodzenia, może zminimalizować odkształcenia i inne zmiany wymiarów. Ponadto należy rozważyć zmniejszenie naprężeń i/lub zmian wymiarów poprzez dodanie tolerancji wymiarów.
1.2990 mod. Kucie
Nagrzać odkuwkę do temperatury 900–1100°C. Zaleca się wyżarzanie przedmiotu obrabianego po kuciu w celu zminimalizowania naprężeń i zapewnienia optymalnej obróbki cieplnej.
1.2990 mod. Spawanie
Niższe temperatury podgrzewania wstępnego i pogrzewania zmniejszają ryzyko pęknięć spoin w porównaniu ze materiałem 1.2379 i ułatwiają spawanie. Minimalna utrata twardości w strefach narażonych na pękanie minimalizuje pogorszenie właściwości.















