

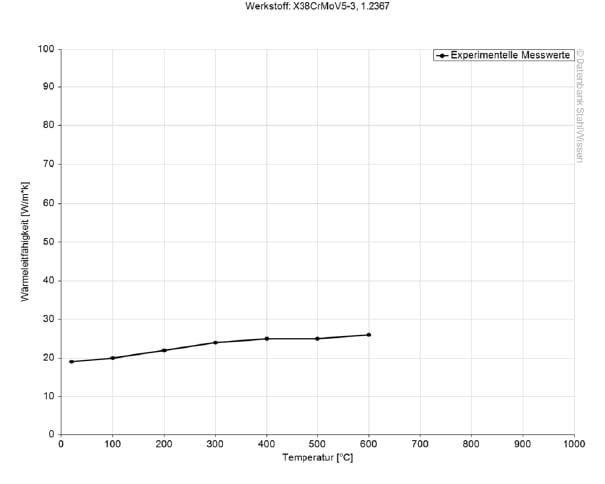
1.2367 Przewodność cieplna
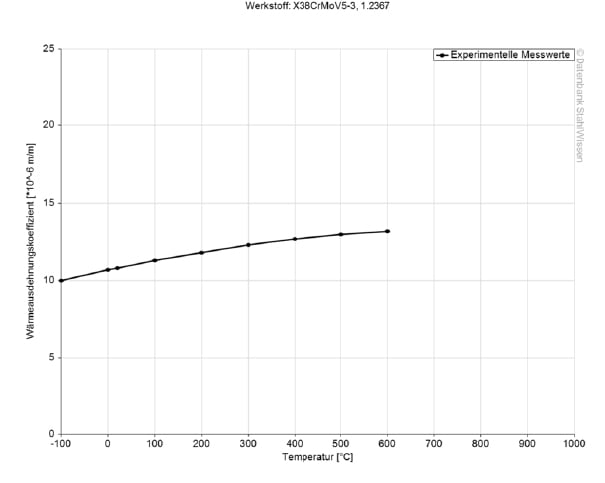
1.2367 Współczynnik rozszerzalności cieplnej
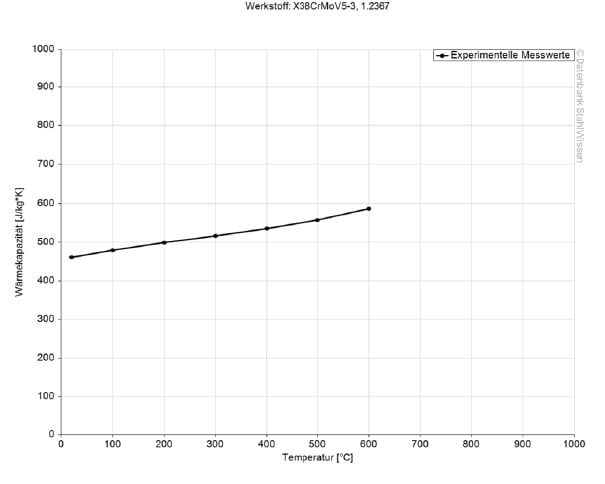
1.2367 Ciepło właściwe
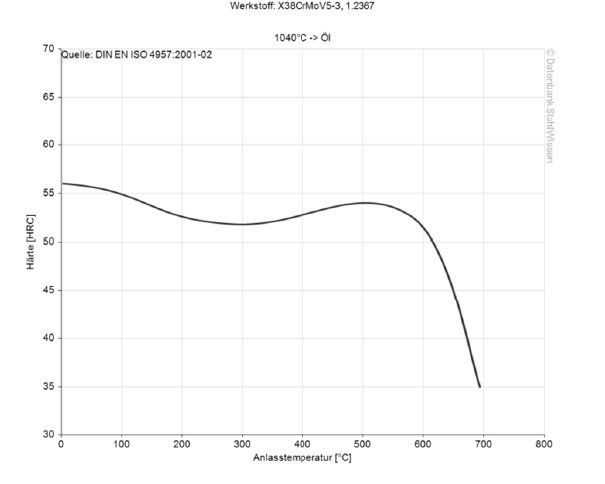
1.2367 Odpuszczanie
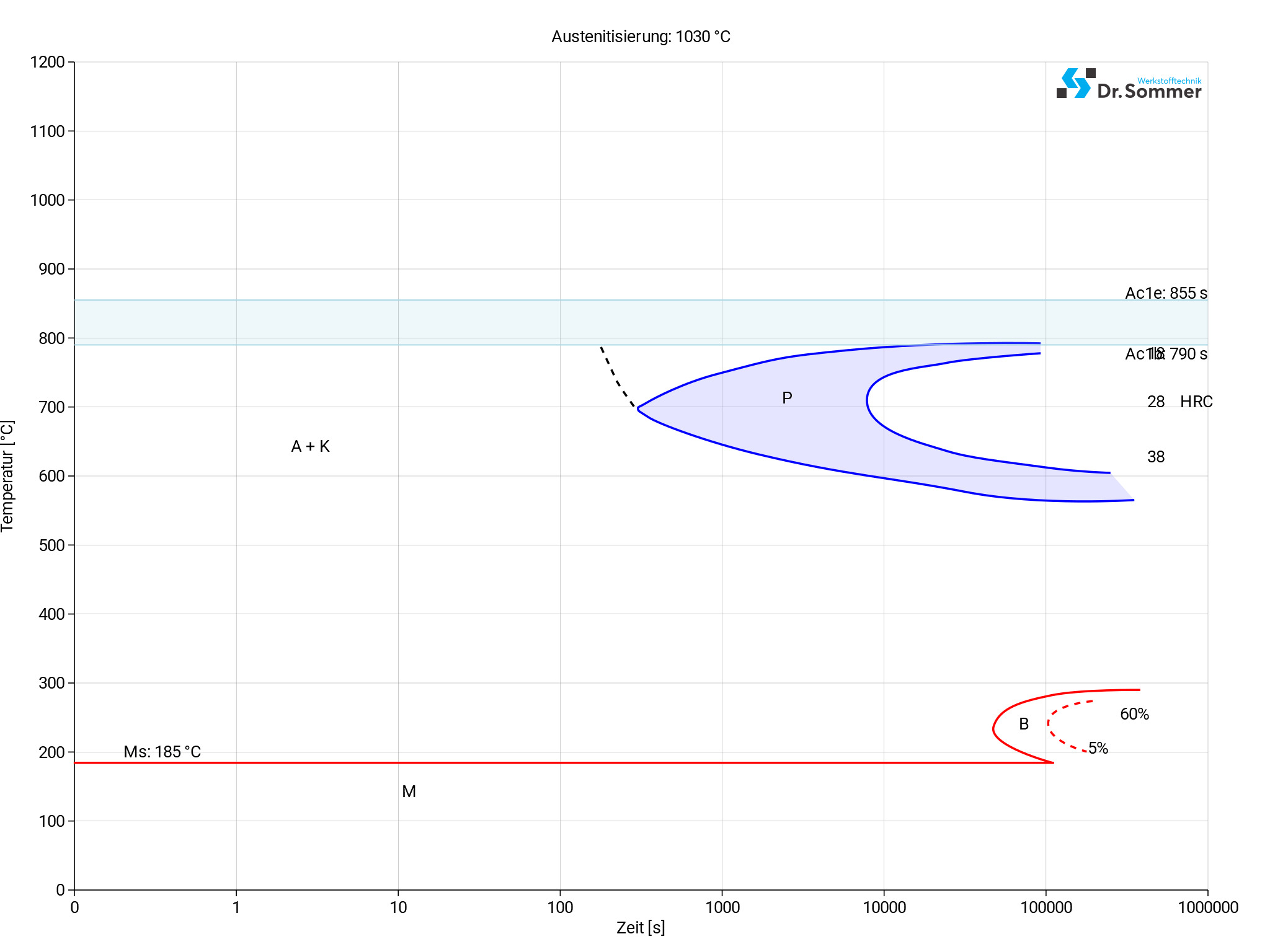
1.2367 Ciągły wykres ZTU
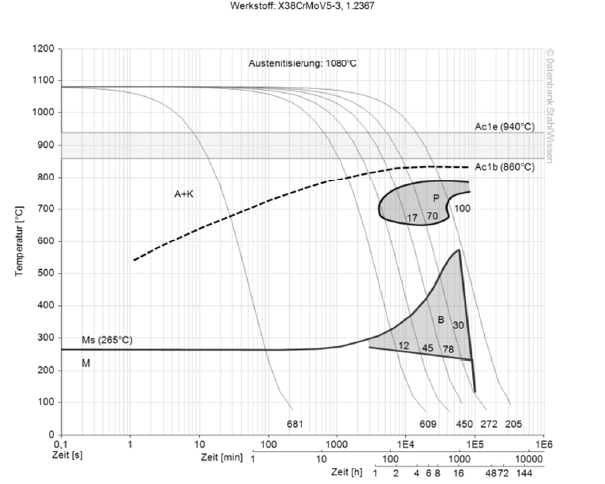
1.2367 Izotermiczny wykres ZTU