


1.2358 - W SKRÓCIE
Jakim rodzajem stali jest 1.2358?
1.2358 (60CrMoV18-5) to odpuszczana, średniostopowa stal narzędziowa przeznaczona do pracy na zimno. Może być również stosowany do narzędzi do pracy na gorąco w niskich temperaturach. Ze względu na wysoką odporność na zużycie i wysoką udarność, materiał ten wybierany jest do produkcji form do tworzyw sztucznych, narzędzi formujących i wytłaczających itp.
Właściwości
Stal narzędziowa 1.2358 jest dostarczana jako wstępnie hartowana i stosowana głównie do pracy na zimno. Może być również stosowany do narzędzi do pracy na gorąco w niskich temperaturach. Dzięki odpowiedniej obróbce powierzchni można zwiększyć lub poprawić istniejące właściwości, a tym samym osiągnąć wyższą wydajność i żywotność.
- Hartowana stal narzędziowa
- Skoncentruj się na pracy na zimno
- Wysoka odporność na uderzenia
- Wysoka odporność na zużycie
- Warstwa wierzchnia utwardzalna
- Dobrze utwardzalny
- Wysoka stabilność wymiarowa
- Łatwo polerowane
- Łatwo spawalne
- Fototrawione
- Jeśli poprzednie właściwości są bardzo istotne, może to zastąpić 1.2379, 1.2436 i 1.2083 mod.
Możliwości zastosowania
Dzięki wysokiej precyzji, twardości i wytrzymałości oraz innym doskonałym właściwościom, 1.2358 może być stosowany w różnorodnych wymagających zastosowaniach.
- Narzędzia skrawające do cięć segmentowych
- Nóż nożycowy
- Narzędzia do formowania
- Narzędzia do formowania na zimno
- Narzędzia do głębokiego rysowania
- Narzędzia do wytłaczania na zimno
- Narzędzia do gięcia
rolki - Narzędzia do wytłaczania
- Narzędzia do kompresji
- Formy plastikowe
- Narzędzia do pracy na gorąco przy obciążeniach niskotemperaturowych
1.2358 Wartości orientacyjne
Analiza chemiczna:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,58 - 0,62 | 0,2 - 0,5 | 0,7 - 0,9 | 0,0 - 0,03 | 0,0 - 0,03 | 4,3 - 4,7 | 0,4 - 0,6 | 0,2 - 0,3 |
Nazwa wg składu chemicznego:
60CrMoV18-5
(stan dostawy) do 60 HRC
Dostarczalna twardość:
max. 325 HB
WŁAŚCIWOŚCI FIZYCZNE 1.2358
Do której grupy stali należy stal 1.2358?
- Stal narzędziowa
- Stal na formy do tworzyw sztucznych
- Stal do pracy na zimno
- Stal do pracy na gorąco
Czy stal 1.2358 jest stalą szlachetną?
1.2358 nie jest stalą szlachetną w tradycyjnym rozumieniu. Aby mogła zostać sklasyfikowana jako stal szlachetna, musi zawierać co najmniej 10,5% chromu.
Czy stal 1.2358 jest odporna na korozję?
Aby materiał był odporny na korozję, musi zawierać co najmniej 10,5% chromu. Przy zawartości chromu na poziomie 4,3–4,7% mas., stal 1.2358 charakteryzuje się pewną odpornością na korozję, ale nie jest całkowicie odporna, jak na przykład stal szlachetna.
Czy 1.2358 jest magnetyzowalna?
Jako materiał ferromagnetyczny, 1.2358 można namagnesować i zamocować na płycie magnetycznej w celu obróbki, takiej jak frezowanie lub szlifowanie.
Jaka jest odporność na zużycie stopu 1.2358?
W skali, gdzie 1 oznacza niską wartość, a 6 wysoką, 1.2358 otrzymuje ocenę 5 za odporność na zużycie.
WŁAŚCIWOŚCI TECHNICZNE 1.2358
Czy 1.2358 to stal nożowa?
Materiał 1.2358 ma właściwości odpowiednie do produkcji noży, takie jak odporność na korozję, twardość, wytrzymałość i odporność na zużycie, ale zazwyczaj nie jest stosowany jako stal nożowa. Ze względu na wysoką twardość ostrzenie krawędzi tnącej może być trudne, a jego odporność na korozję jest niższa niż stali nierdzewnych stosowanych do produkcji noży.
Twardość robocza 1.2358
Twardość robocza stali narzędziowej 1.2358 wynosi około 33 HRC (w stanie dostawy) do 60 HRC.
Gęstość stali 1.2358
Gęstość stali narzędziowej 1.2358 w temperaturze 20°C wynosi 7,77 g/cm³.
Wytrzymałość na rozciąganie 1.2358
Wytrzymałość na rozciąganie stali narzędziowej 1.2358 wynosi około 1100 N/mm². Wartość ta jest wynikiem próby rozciągania, która pokazuje, jaka siła jest potrzebna, aby materiał zaczął się rozciągać lub wydłużać, albo zanim ulegnie złamaniu.
1.2358 Skrawalność
W skali, gdzie 1 oznacza niską, a 6 wysoką skrawalność, 1.2358 otrzymuje ocenę 3 za skrawalność.
Przewodność cieplna 1.2358
Poniższa tabela przedstawia przewodność cieplną stali narzędziowej 1.2363 w różnych temperaturach.
Przewodność cieplna
Wartość wynagradzany
10-6m/(m*K)
Przy temperaturze
19,4
20 °C
24,6
350 °C
26,3
700 °C
Współczynnik rozszerzalności cieplnej 1.2358
Poniższa tabela przedstawia rozszerzalność lub kurczliwość w różnych temperaturach, co może być bardzo istotne w przypadku pracy w wysokich temperaturach lub przy dużych wahaniach temperatury.
Średni współczynnik rozszerzalności cieplnej
Wartość 10-6m/(m*K)
Przy temperaturze
11,5
20 – 100 °C
11,8
20 – 200 °C
12,4
20 – 300 °C
12,8
20 – 400 °C
1.2358 Ciepło właściwe
Ciepło właściwe 1.2358 wynosi 0,46 J/kg*K w temperaturze pokojowej. Wartość ta wskazuje, ile ciepła potrzeba do podniesienia temperatury określonej ilości materiału o 1 kelwin.
NAWET DO 40% OSZCZĘDNOŚCI MATERIAŁOWYCH – TO €co-Präz®!

PROCES 1.2358
Obróbka cieplna 1.2358
Obróbka cieplna określa właściwości materiału. Dlatego zawsze należy ją przeprowadzać ostrożnie. Określane są takie właściwości, jak wytrzymałość, udarność, twardość powierzchni i odporność na temperaturę, co z kolei może wydłużyć/poprawić żywotność części, narzędzi i komponentów.
Obróbka cieplna obejmuje wyżarzanie rozpuszczające, wyżarzanie zmiękczające, normalizowanie, wyżarzanie odprężające, a także odpuszczanie, hartowanie, hartowanie i zmiękczanie.
1.2358 Wyżarzanie zmiękczające
W przypadku wyżarzania zmiękczającego stal narzędziowa 1.2358 jest równomiernie nagrzewana do temperatury 820–860°C, a następnie schładzana w piecu.
1.2358 Wyżarzanie odprężające
Materiał stali 1.2358 jest równomiernie nagrzewany do temperatury 600–650°C i utrzymywany w tej temperaturze przez 1–2 godziny. Następnie przedmiot obrabiany jest schładzany w piecu.
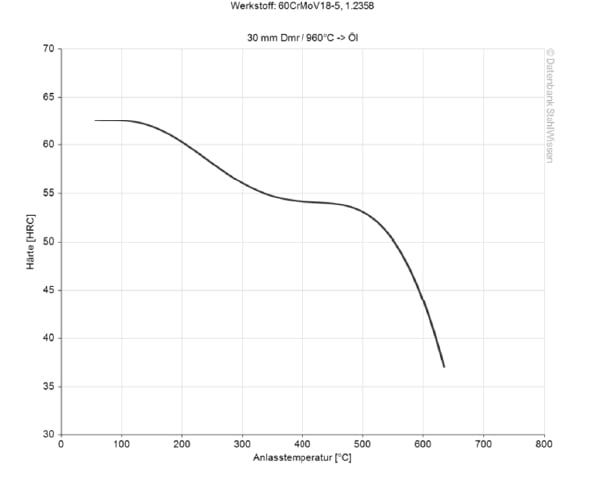
1.2358 Odpuszczanie
W procesie odpuszczania, stal 1.2358 jest równomiernie podgrzewana do wybranej temperatury. Czas wygrzewania wynosi co najmniej 2 godziny lub 1 godzinę na każde 20 mm grubości. Następnie materiał jest powoli schładzany w piecu lub na wolnym powietrzu.
1.2358 Hartowanie
W celu utwardzenia materiał jest równomiernie podgrzewany do temperatury 950–980°C i utrzymywany w tej temperaturze przez około 15–30 minut, a następnie studzony.
1.2358 Hartowanie indukcyjne
(hartowanie powierzchniowe)
(hartowanie powierzchniowe)
Hartowanie indukcyjne to szybki, zlokalizowany i ukierunkowany proces nagrzewania powierzchni przedmiotu obrabianego. Powierzchnia jest nagrzewana indukcyjnie (prądem przemiennym) poprzez rezystancję elektryczną materiału.
Za pomocą różnych induktorów nagrzewa się powierzchnię materiału w sposób skupiony, utwardzając w ten sposób określone obszary przedmiotu obrabianego. Pozwala to na hartowanie obszarów poddanych dużym naprężeniom, a nawet skomplikowanych geometrii.
Po hartowaniu indukcyjnym materiał jest natychmiast studzony.
1.2358 Hartowanie płomieniowe
(hartowanie powierzchniowe)
(hartowanie powierzchniowe)
Podczas hartowania płomieniowego powierzchnia jest nagrzewana do temperatury hartowania, punktowo lub na całej powierzchni, za pomocą mieszanki gazowo-tlenowej, a następnie natychmiast schładzana.
Następnie zahartowany element jest odpuszczany w celu dostosowania twardości powierzchni i usunięcia naprężeń wewnętrznych.
Studzenie 1.2358
Studzenie materiału 1.2358 można przeprowadzić w następujących mediach:
- Olej
- Sprężony gaz (N₂)
- Powietrze
- Gorąca kąpiel (500–550°C)
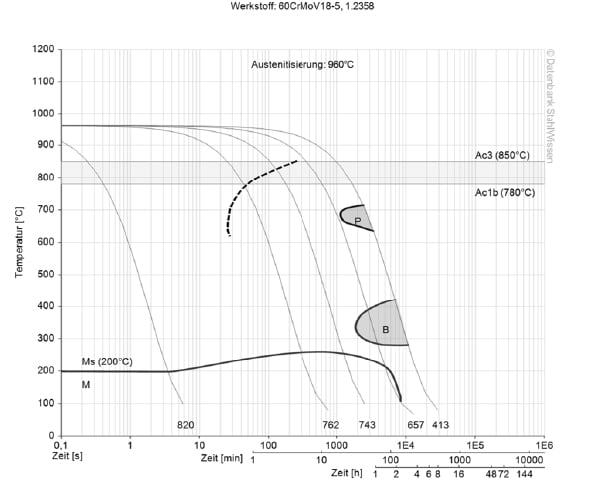
1.2358 Ciągły wykres TTT
Ten wykres przedstawia mikrozmiany zachodzące w czasie w różnych temperaturach. Są one istotne w obróbce cieplnej, ponieważ dostarczają informacji o optymalnych warunkach dla procesów takich jak hartowanie, wyżarzanie i normalizowanie.
OBRÓBKA POWIERZCHNI 1.2358
Wybór obróbki powierzchni zależy od wymagań, środowiska, w którym używane są obrabiane przedmioty/narzędzia, wymaganych właściwości oraz przewidywanych naprężeń.
Aby poprawić wydajność i żywotność stali 1.2358, można zastosować następujące obróbki powierzchni.
1.2358 Azotowanie
Podczas azotowania azot jest dyfundowany w powierzchnię materiału, co zwiększa jego twardość, poprawia odporność na zużycie i korozję.
1.2358 Azotowanie plazmowe
Podczas azotowania plazmowego azot dyfunduje w głąb powierzchni, tworząc azotki. Bardziej równomierne wyładowanie jarzeniowe zapewnia stałą twardość, nawet w przypadku skomplikowanych elementów obrabianych. Azotowanie plazmowe poprawia odporność na zużycie, ścieranie, wytrzymałość zmęczeniową i odporność na spawanie tarciowe.
Po azotowaniu plazmowym materiał 1.2358 można również powlekać metodą PVD lub CVD, jak opisano poniżej.
1.2358 Utlenianie (Czarny tlenek)
Przed utlenianiem powierzchnia materiału jest dokładnie oczyszczana z osadów i zrostów, a następnie zanurzana w alkalicznym wodnym roztworze soli.
Utlenianie na czarno, znane również jako niebieszczenie, to obróbka powierzchni, która zmniejsza odbicie światła i może zwiększyć odporność na korozję.
1.2358 Procesy PVD i CVD
Oba procesy nakładają cienką warstwę na powierzchnię materiału. Warstwa ta może zwiększyć twardość powierzchni, odporność na zużycie i korozję oraz poprawić smarowność.
- PVD – fizyczne osadzanie z fazy gazowej
- CVD – chemiczne osadzanie z fazy gazowej
1.2358 OBRÓBKA
1.2358 Erodowanie
Erodowanie jest stosowane przy obróbce elementów wykonanych z jednego kawałka metalu, do wycinania kształtów lub do produkcji skomplikowanych i delikatnych form oraz ostrych krawędzi. Wybierając odpowiedni proces erodowania, właściwą elektrodę i właściwe parametry, można uzyskać wyżej wymienione kształty i krawędzie. Warstwę wtórną można całkowicie usunąć poprzez szlifowanie i polerowanie.
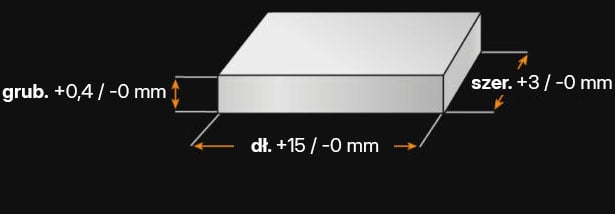
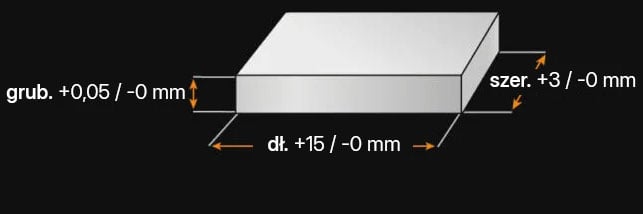
1.2358 Naddatek na obróbkę / Zmiany wymiarowe
Jak większość metali, ten gatunek stali może kurczyć się i rozszerzać podczas ogrzewania lub chłodzenia. Zmiany wymiarowe mogą również wystąpić podczas przemian fazowych spowodowanych naprężeniami szczątkowymi oraz podczas odwęglenia, co może wpływać na właściwości tego gatunku stali.
Kontrolowane nagrzewanie i chłodzenie, redukcja naprężeń i unikanie przegrzania mogą ograniczyć ryzyko szoku termicznego i niepożądanych zmian wymiarów, takich jak odkształcenia lub deformacje, a także pęknięcia, które mogą wymagać ponownego rozpoczęcia projektu.
1.2358 Spawanie
Stal 1.2358 można spawać, stosując odpowiednie procedury, przygotowując ją i poddając obróbce po spawaniu.
Przed spawaniem tego materiału należy upewnić się, że powierzchnia jest wolna od zanieczyszczeń, takich jak smary, środki smarujące, oleje i rdza. Aby zminimalizować naprężenia, należy podgrzać materiał, dobrać spoiwo podobne do materiału bazowego i poddać obróbce cieplnej po spawaniu. Po spawaniu należy sprawdzić materiał pod kątem pęknięć i innych wad, aby upewnić się, że elementy nadają się do bezpiecznego użytkowania.















