



1.2360 / 1.2360 mod. - W SKRÓCIE
1.2360 / 1.2360 mod. - W SKRÓCIE
1.2360 / 1.2360 mod. to hartowana na powietrzu stal do pracy na zimno z 8% zawartością chromu, znana również jako stal na rębaki. Znajduje zastosowanie wszędzie tam, gdzie wymagane jest połączenie wysokiej wytrzymałości i dobrej odporności na zużycie. X48CrMoV8-1-1 / X48CrMoV8-1 charakteryzuje się doskonałą stabilnością wymiarową podczas obróbki cieplnej.
Właściwości
Podsumowując, mod 1.2360 / 1.2360. bardzo wytrzymała i uniwersalna stal do pracy na zimno. Charakteryzuje się hartownością, dużą wytrzymałością i odpornością na zużycie.
- Stal narzędziowa
- Nóż rębaka ze stali
- Stal do pracy na zimno
- Stal hartowana na powietrzu
- Wysoka odporność na zużycie
- Dobra odporność na odpuszczanie
- Uniwersalne zastosowanie
- Erodowalne
- Nitrowany
- Nie spawalne
Możliwości zastosowania
Mod 1.2360 / 1.2360. jest często wybierany ze względu na połączenie odporności na zużycie i wytrzymałości. Przedmioty obrabiane są narażone na działanie sił takich jak wstrząsy i uderzenia, a także znaczne zużycie, takie jak: B. przy ścinaniu drzew.
Oto kilka zastosowań moda 1.2360 / 1.2360:
Stemple, matryce i narzędzia formujące: Pękanie i odpryski podczas stosowania mod 1.2360 / 1.2360. zapobiega się temu ze względu na dobrą odporność na zużycie i doskonałą wytrzymałość. W temperaturze pokojowej można go łatwo kształtować/odkształcać, na przykład podczas tłoczenia na zimno. Wytrzymałość mod 1.2360 / 1.2360. Zapobiega odpryskom i pęknięciom stempli i matryc oraz odkształceniom pod ciśnieniem.
Noże, ostrza i narzędzia tnące: Noże i ostrza do cięcia, rozcinania lub cięcia muszą dobrze trzymać krawędź, ale także być w stanie wytrzymać pewne uderzenia. Również w tym przypadku odporność na zużycie i wytrzymałość modelu 1.2360 / 1.2360 mod. jest ważna.
- Narzędzia tnące
- Narzędzia do wykrawania
- Narzędzia do wytłaczania
- Narzędzia do formowania
- Prasa umiera
- Wkładki matrycowe
- Matryce do wytłaczania
- Wzmocnienia
- Narzędzia do wytłaczania na zimno
- Narzędzia rurowe
- Narzędzia tnące
- nożyce do podgrzewania kęsów
- Nożyce toczne
- Ostrza nożycowe do blach o grubości do 15 mm
- Nóż przemysłowy
- Nóż do rozdrabniania drewna
- Nóż do forniru
1.2360 /12360 mod. Wartości orientacyjne
Analiza chemiczna:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,45 - 0,5 | 0,7 - 0,9 | 0,35 - 0,45 | 0,0 - 0,02 | 0,0 - 0,005 | 7,3 - 7,8 | 1,3 - 1,5 | 1,3 - 1,5 |
Nazwa wg składu chemicznego:
X48CrMoV8-1-1/ X48CrMoV8-1
Twardość robocza:
50-60 HRC
Dostarczalna twardość:
max. 250 HB
1.2360 / 1.2360 mod. WŁAŚCIWOŚCI FIZYCZNE
Do której grupy stali należy stal 1.2360 / 1.2360 mod.?
- Stal narzędziowa
- Stal do obróbki na zimno
Czy 1.2360 / 1.2360 mod. jest stalą szlachetną?
Klasyczna stal szlachetna ma zawartość chromu co najmniej 10,5% masy, stal 1.2360 / 1.2360 mod. ma zawartość chromu 7,8% masy. Dlatego stal 1.2360 / 1.2360 mod. nie jest klasyczną stalą szlachetną. Aby chronić stal 1.2360 / 1.2360 mod. i zapobiec korozji, elementy należy pokryć warstwą ochronną.
Czy stal 1.2360 / 1.2360 mod. jest odporna na korozję?
Chociaż stal 1.2360 / 1.2360 mod. wykazuje pewien stopień odporności na korozję ze względu na zawartość chromu, nie jest ona całkowicie odporna na korozję. Aby zostać sklasyfikowaną jako stal odporna na korozję, gatunek stali musi zawierać co najmniej 10,5% chromu.
Czy stal 1.2360 / 1.2360 mod. jest magnetyzowalna?
Generalnie stal 1.2360 / 1.2360 mod. jest stalą ferromagnetyczną, a zatem można ją namagnesować i nadaje się do technologii mocowania magnetycznego.
1.2360 / 1.2360 mod. Obróbka na zimno
Temperatura robocza 1.2360 / 1.2360 mod. pozwala na zakres temperatur pracy 20–500°C.
1.2360 / 1.2360 mod. Odporność na zużycie
Skład stali 1.2360 / 1.2360 mod. zawiera stopy takie jak chrom, molibden i wanad, które zwiększają odporność stali na zużycie. Oprócz tych stopów, stal 1.2360 / 1.2360 mod. charakteryzuje się wysoką zawartością węgla, co zapewnia jej wysoką twardość.
1.2360 / 1.2360 mod. WŁAŚCIWOŚCI TECHNICZNE
Czy stal 1.2360 / 1.2360 mod. to stal nożowa?
Ten gatunek stali, znany również jako stal na noże do rębaków, może być stosowany do produkcji noży do rąbania drewna, rozdrabniania drewna i innych materiałów włóknistych, ponieważ noże i ostrza charakteryzują się bardzo dobrą wytrzymałością i odpornością na zużycie. Nóż lub ostrze wykonane ze stali 1.2360 / 1.2360 mod. nie jest przeznaczone do codziennego użytku kuchennego, lecz raczej do zastosowań przemysłowych i wymagających dużej wytrzymałości.
twardość robocza 1.2360 / 1.2360 mod.
Twardość robocza dla stali 1.2360 / 1.2360 mod. mieści się w zakresie 50–60 HRC.
Gęstość stali 1.2360 / 1.2360 mod.
Zazwyczaj gęstość stali 1.2360 / 1.2360 mod. wynosi 7,8 g/cm³ w temperaturze pokojowej.
Wytrzymałość na rozciąganie 1.2360 / 1.2360 mod.
Wytrzymałość na rozciąganie 1.2360 / 1.2360 mod. w momencie dostawy wynosi około 850 N/mm². Wytrzymałość na rozciąganie określa maksymalną nośność. Aby to określić, przeprowadza się próbę rozciągania, która pokazuje, ile siły potrzeba do rozciągnięcia lub wydłużenia próbki, zanim ulegnie ona pęknięciu.
1.2360 / 1.2360 mod. Granica plastyczności
Granica plastyczności wskazuje, jakie naprężenie można przyłożyć do materiału, zanim ulegnie on odkształceniu plastycznemu. Przed osiągnięciem tego punktu powraca on do pierwotnego kształtu natychmiast po ustąpieniu naprężenia. Po przekroczeniu granicy plastyczności ulega trwałemu odkształceniu, a nawet pęknięciu.
1.2360 / 1.2360 mod. Skrawalność
W skali, gdzie 1 oznacza niską, a 6 wysoką, 1.2360 / 1.2360 mod. otrzymuje ocenę 3 za skrawalność.
Przewodność cieplna 1.2360 / 1.2360 mod.
Poniższa tabela przedstawia przewodność cieplną stali narzędziowej 1.2360 / 1.2360 mod. w różnych temperaturach.
Przewodność cieplna
Wartość W/(m*K)
Przy temperaturze
26,1
20 °C
27,1
200 °C
28,6
400 °C
1.2360 / 1.2360 mod. współczynnik rozszerzalności cieplnej
Poniższa tabela przedstawia rozszerzalność lub kurczliwość w różnych temperaturach, co może być bardzo istotne w przypadku pracy w wysokich temperaturach lub przy dużych wahaniach temperatury.
Średni współczynnik rozszerzalności cieplnej
Wartość W/(m*K)
Przy temperaturze
11,6
20 – 200 °C
11,3
68 – 400 °C
1.2360 / 1.2360 mod. Ciepło właściwe
Ciepło właściwe 1.2360 / 1.2360 mod. wynosi 0,460 J/g-°C w temperaturze pokojowej. Wartość ta wskazuje, ile ciepła potrzeba do podniesienia temperatury określonej ilości materiału o 1 kelwin.
1.2360 / 1.2360 mod. Opór elektryczny właściwy
Opór elektryczny właściwy można znaleźć w poniższej tabeli. Przewodność elektryczna jest odwrotnością oporu elektrycznego właściwego.
Wartość (Ohm*mm²)/m
Przy temperaturze
0,19
20 °C
NIEWIELKIE ILOŚCI – BEZ MINIMALNEJ WARTOŚCI ZAMÓWIENIA!

1.2360 / 1.2360 mod. PROCES
1.2360 / 1.2360 mod. Obróbka cieplna
Podczas obróbki cieplnej określa się właściwości materiału. Dlatego też należy ją zawsze przeprowadzać z zachowaniem należytej ostrożności. Określane są takie właściwości, jak wytrzymałość, odporność na pękanie, twardość powierzchniowa i odporność na temperaturę, które z kolei mogą wydłużyć/poprawić żywotność elementów konstrukcyjnych, narzędzi i komponentów.
Obróbka cieplna obejmuje wyżarzanie rozpuszczające, wyżarzanie miękkie, normalizowanie, wyżarzanie odprężające, ale także odpuszczanie, hartowanie i studzenie lub odpuszczanie.
1.2360 / 1.2360 mod. Wyżarzanie
Po obróbce na gorąco i przed ponownym utwardzeniem materiał należy wyżarzyć.
Ogrzewać elementy z prędkością nie większą niż 220 °C na godzinę, aż do osiągnięcia temperatury 885 °C. Utrzymaj tę temperaturę przez 1 godzinę na każde 25 mm grubości, ale nie krócej niż 2 godziny.
Zakończ proces, powoli schładzając materiał w piecu w krokach co 10 °C na godzinę do temperatury 650 °C. Następnie schładzaj dalej do temperatury pokojowej w piecu lub na powietrzu.
1.2360 / 1.2360 mod. Wyżarzanie odprężające
Aby zlikwidować naprężenia po obróbce zgrubnej, należy podgrzać obrabiany element do temperatury 650°C i utrzymywać ją przez 2 godziny. Proces należy zakończyć powolnym schładzaniem w piecu.
1.2360 / 1.2360 mod. Normalizacja
Normalizacja jest ogólnie procesem mającym na celu udoskonalenie mikrostruktury materiału. Efektem uzyskania drobniejszej mikrostruktury jest poprawa struktury ziarna i właściwości mechanicznych.
W przypadku tej jakości materiału proces normalizacji nie jest przeprowadzany.
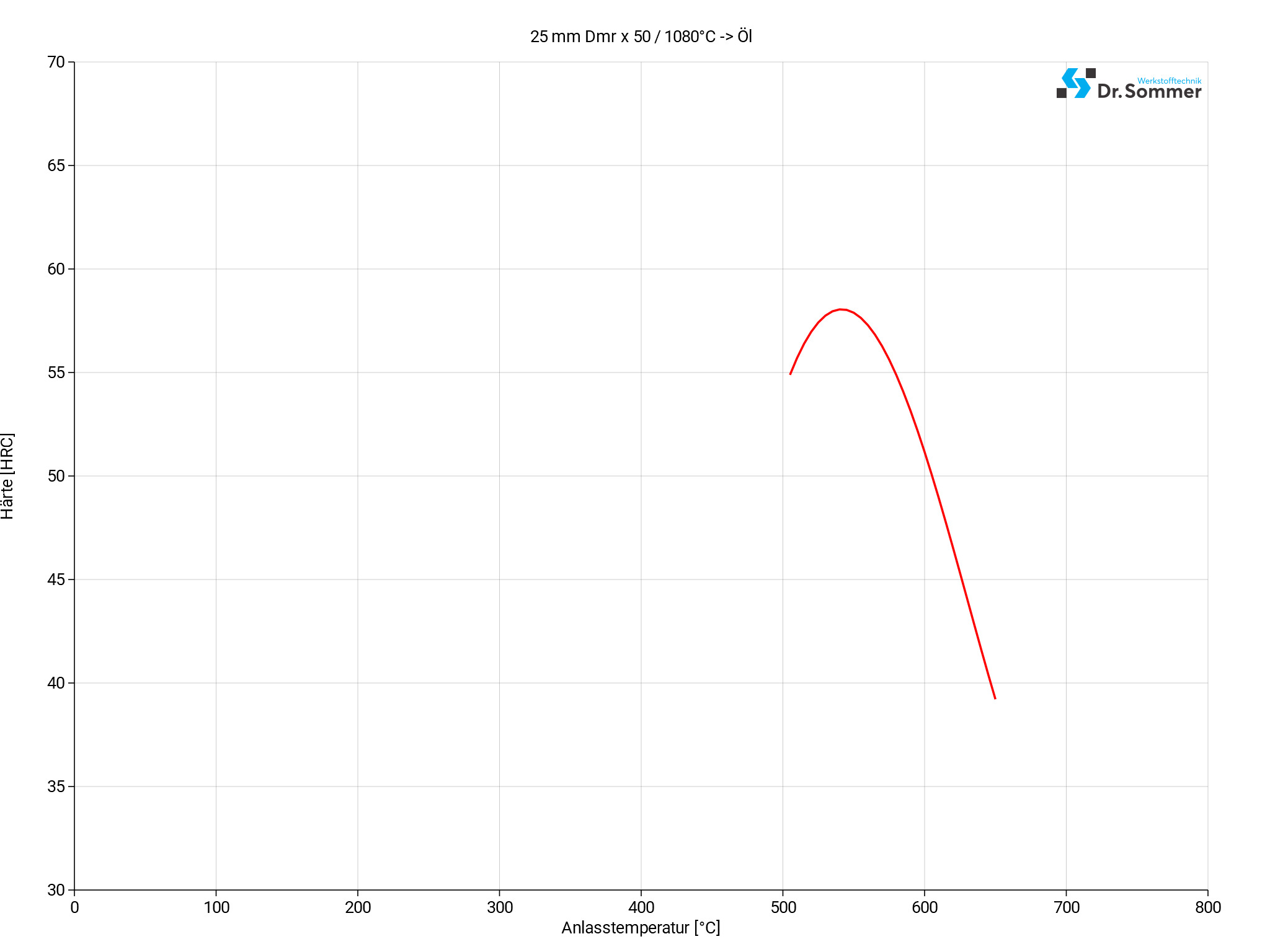
1.2360 / 1.2360 mod. Odpuszczanie
Elementy z 1.2360 / 1.2360 mod. odpuszczać bezpośrednio po studzeniu w zakresie temperatur 150–315°C. Wygrzewać przez 1 godzinę na każde 25 mm grubości, ale co najmniej 2 godziny, a następnie pozostawić do ostygnięcia do temperatury pokojowej na powietrzu. Do dwukrotnego odpuszczania elementów należy stosować temperaturę co najmniej 480°C.
W przypadku materiałów przeznaczonych do obróbki elektroerozyjnej (EDM) lub o przekroju poprzecznym większym niż 152 mm² zdecydowanie zaleca się czas wygrzewania od 4 do 6 godzin.
1.2360 / 1.2360 mod. Hartowanie
1.2360 / 1.2360 mod. Powoli podgrzać. W pierwszym etapie do 400 °C, następnie do 650 °C i dalej do 850 °C. Kontynuować austenityzację w temperaturze 1030–1070 °C w piecu lub w soli i pozostawić element na 30 minut dla pierwszych 25 mm grubości i na 15 minut dla każdego kolejnego 25 mm grubości.
1.2360 / 1.2360 mod. Obróbka kriogeniczna
Obróbka w temperaturze poniżej zera może zwiększyć odporność na zużycie materiału 1.2360 / 1.2360 mod., a także poprawić stabilność wymiarową i wytrzymałość.
1.2360 / 1.2360 mod. Studzenie
Zmiany wymiarów i/lub odkształcenia można uniknąć, stosując możliwie najdelikatniejsze medium studzące. Po utwardzeniu należy natychmiast przystąpić do studzenia. W przypadku studzenia w oleju należy upewnić się, że olej został wstępnie podgrzany do temperatury około 50–65°C.
- Kąpiel cieplna (element schłodzony do około 550 °C)
- Powietrze
- Gaz pod ciśnieniem
- Studzić w oleju, aż osiągnie temperaturę około 482 °C i stanie się czarny, a następnie schłodzić w spokojnym powietrzu do temperatury 66–51 °C.
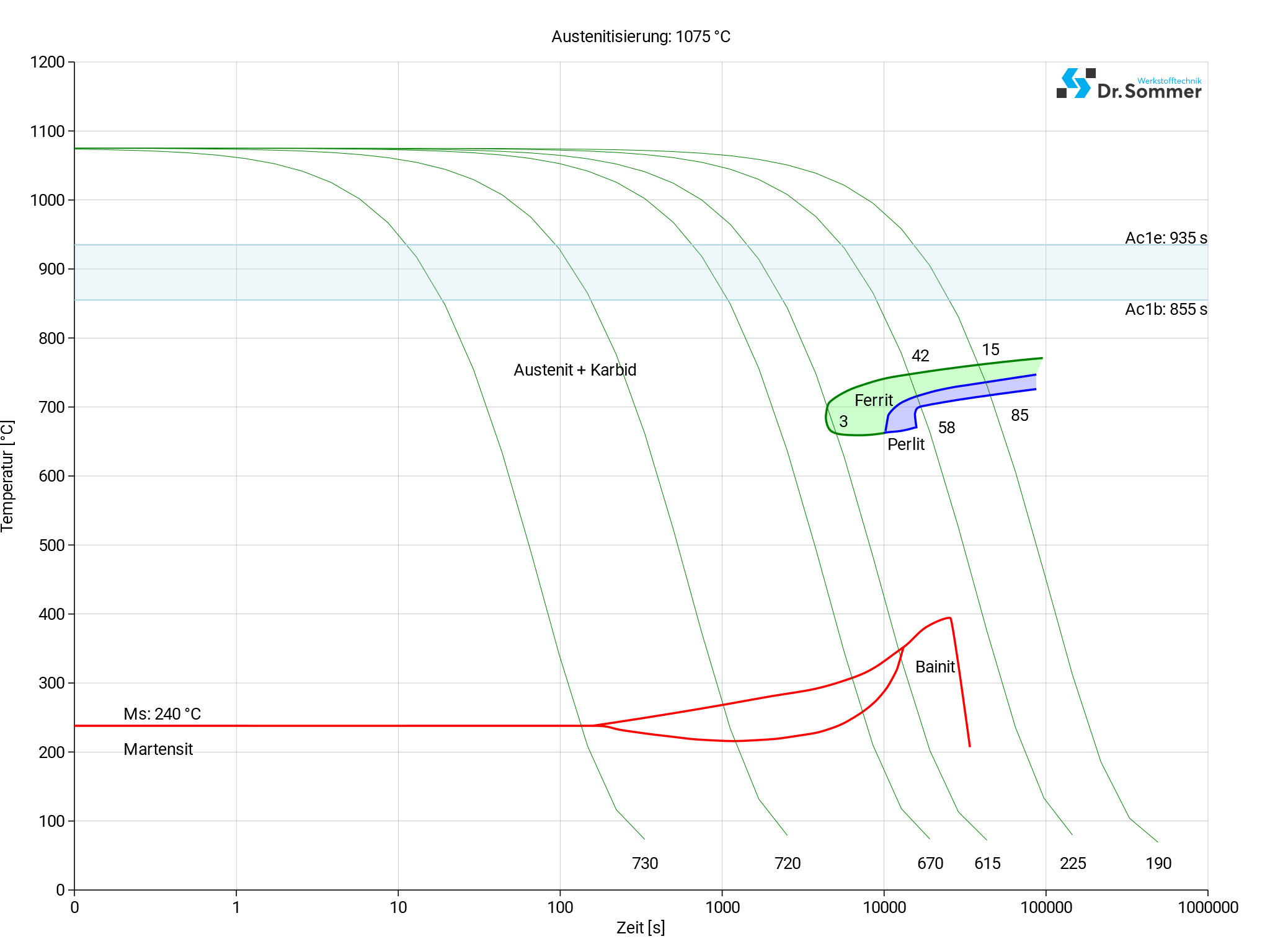
1.2360 / 1.2360 mod. Ciągły wykres ZTU
Wykres ten pokazuje mikrozmiany w czasie w różnych temperaturach. Są one ważne podczas obróbki cieplnej, ponieważ dostarczają informacji na temat optymalnych warunków dla procesów takich jak hartowanie, wyżarzanie i normalizacja.
1.2360 / 1.2360 mod. OBRÓBKA POWIERZCHNIOWA
1.2360 / 1.2360 mod. Azotowanie
Wprowadzenie azotu do powierzchni poprawia twardość i odporność na zużycie oraz wydłuża żywotność elementów.
1.2360 / 1.2360 mod. Nawęglanie
W wyniku tego procesu na powierzchni powstaje dodatkowa warstwa węgla. Dzięki hartowaniu i odpuszczaniu materiału po nawęglaniu warstwa powierzchniowa staje się twarda, a rdzeń pozostaje sprężysty.
1.2360 / 1.2360 mod. Węgloazotowanie
Węgloazotowanie wprowadza węgiel i azot do powierzchni, co z kolei zapewnia materiałowi twardszą powierzchnię, lepszą odporność na zużycie i dłuższą żywotność obrabianych elementów.
1.2360 / 1.2360 mod. Powłoka oksydowana na czarno
W większości przypadków jest to wykończenie dekoracyjne. Pokrycie materiału warstwą tlenku czarnego zapewnia również pewien stopień odporności na korozję.
1.2360 / 1.2360 mod. Procesy PVD i CVD
W obu procesach materiał jest powlekany cienką, twardą warstwą. Pozwala to na zwiększenie twardości, poprawę odporności na zużycie i zmniejszenie tarcia.
- PVD – fizyczne osadzanie z fazy gazowej
- CVD – chemiczne osadzanie z fazy gazowej
1.2360 / 1.2360 mod. OBRÓBKA
Zaleca się zachowanie ostrożności podczas obróbki stali 1.2360 / 1.2360 mod. Ponieważ jest to stal hartowana w powietrzu, usuwanie materiału powinno odbywać się szybko. Podczas obróbki może wytwarzać się dużo ciepła, co może prowadzić do dalszego utwardzenia materiału.
1.2360 / 1.2360 mod. to bardzo twardy materiał, dlatego do jego obróbki mogą być wymagane specjalne narzędzia. Ze względu na wysoką odporność na zużycie, narzędzia mogą wymagać częstszej wymiany lub ostrzenia.
1.2360 / 1.2360 mod. Erodowanie
Erodowanie materiału o twardości 1.2360 / 1.2360 mod. jest możliwe, mimo że w niektórych miejscach materiał może być wyjątkowo twardy. Podobnie jak w przypadku innych gatunków materiałów, erozji mogą ulec złożone kształty, a ponieważ nie ma fizycznego kontaktu z materiałem, nie są na niego wywierane żadne siły mechaniczne. Elektrodrążarka elektroerozyjna to dobry wybór dla elementów obrabianych wymagających mniejszych tolerancji lub lepszego wykończenia powierzchni. Erodowanie może pozostawić chropowatą powierzchnię z warstwą przetopioną, którą można usunąć poprzez szlifowanie i polerowanie; w przeciwnym razie może to wpłynąć na żywotność i wydajność elementów obrabianych.
1.2360 / 1.2360 mod. Naddatek na obróbkę / Zmiany wymiarowe
Obróbka cieplna, obróbka skrawaniem lub kucie mogą prowadzić do zmian wymiarowych, a także przemian fazowych podczas studzenia. Intensywne nagrzewanie może powodować zmiany wymiarowe z powodu pełzania i odwęglenia. Ponieważ jest to stal do obróbki plastycznej na zimno, należy zachować ostrożność podczas obróbki cieplnej, aby uniknąć przegrzania. Należy również rozważyć wybór odpowiedniego medium i metody studzenia. Aby zmniejszyć naprężenia wewnętrzne, zaleca się podgrzewanie wstępne i wygrzewanie materiału.
1.2360 / 1.2360 mod. Kucie
Nagrzewaj elementy obrabiane powoli do temperatury 650–680°C, a następnie stopniowo zwiększaj temperaturę do 1050–1100°C. Kucie powinno odbywać się w temperaturze powyżej 1000°C, ale nigdy poniżej 900°C. Elementy obrabiane należy chłodzić powoli, aby uniknąć potencjalnych pęknięć.
1.2360 / 1.2360 mod. Spawanie
Stal 1.2360 / 1.2360 mod. zasadniczo nie nadaje się do spawania.















